Outils de dressage rotatifs
Conditionnement de la meule avec des outils de dressage rotatifs
Les outils de dressage rotatifs servent à la fois au profilage et au dressage des meules.
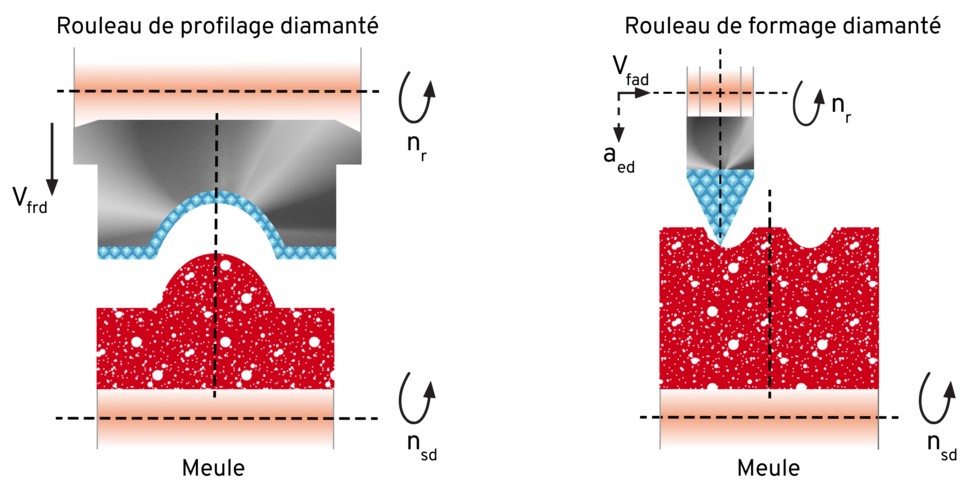
Rouleau de profilage diamanté
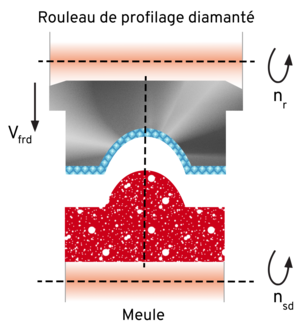
Lors de l'utilisation de rouleaux profilés diamantés, en fonction de la rectifieuse et de l'unité de dressage, l'avance s'effectue radialement ou verticalement dans la meule, qui tourne également. Le profil du rouleau correspond à celui final de l'outil, qui est représenté par le roulement sur la meule.
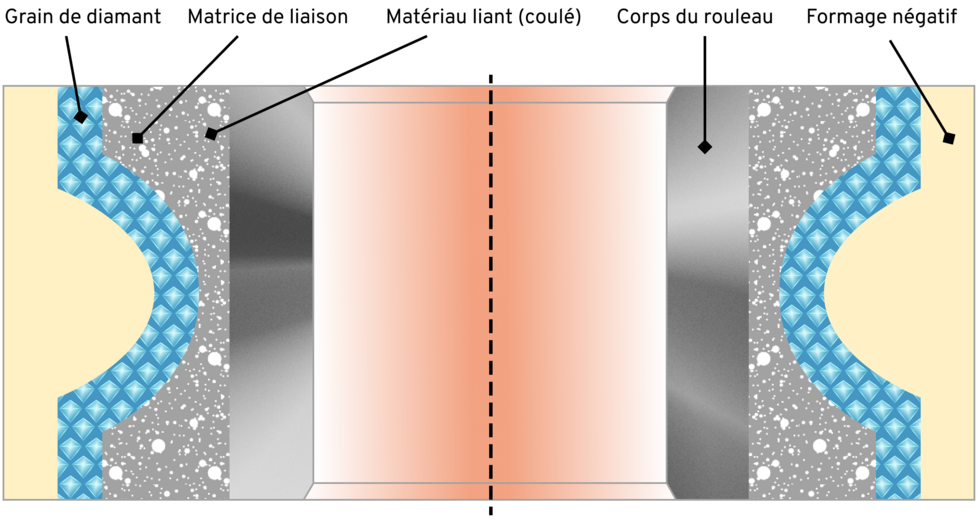
Le « rouleau de profilage diamanté » est davantage utilisé pour la production de petites séries. Différentes géométries de rouleaux peuvent être produites. Des angles et rayons de pointe différents, des matériaux divers tels que le PCD ou le CVD ainsi que la matrice de liaison sont des critères qui doivent satisfaire des exigences élevées en matière de précision dimensionnelle et de forme. Le rouleau de profilage diamanté génère le profil de la pièce via des axes contrôlés par la trajectoire. En principe, les rouleaux diamantés peuvent être fabriqués en utilisant le processus direct (processus positif) ou le processus inverse (processus négatif).
Dans le processus positif, les diamants sont appliqués directement sur un corps de base profilé.
En raison des exigences croissantes en matière de précision, les rouleaux de dressage fabriqués en suivant le processus inverse ou celui négatif sont ceux principalement utilisés actuellement. Ceux-ci peuvent être soumis à un frittage galvanique ou un processus d'infiltration, en exécution manuelle ou dispersée.
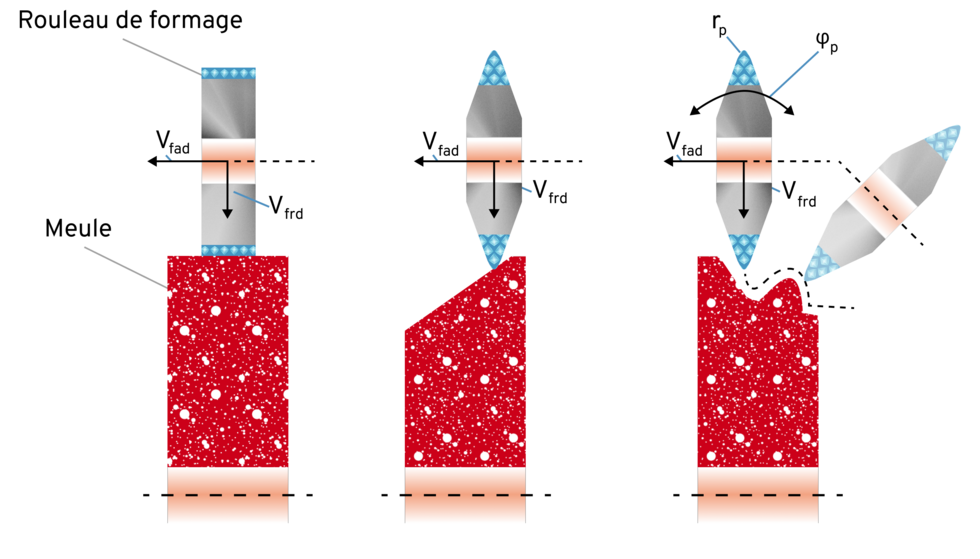
Rouleau de formage diamanté
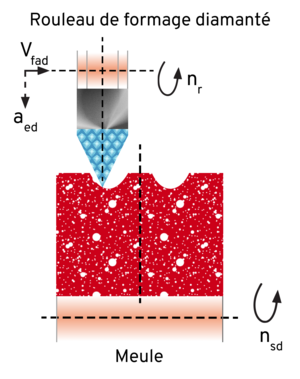
Les rouleaux de formage se caractérisent par le fait que leur largeur de coupe est inférieure à celle de la meule. Le profil de production est généralement généré à l'aide d'une commande de voie. Dans de nombreuses applications, les rouleaux de formage peuvent être utilisés de manière plus économique que d'autres outils de dressage. En raison de leur résistance à l'usure plus élevée par rapport aux outils de dressage non rotatifs, en particulier avec des meules très larges, ils permettent une bonne constance dimensionnelle et de formage avec des temps de dressage plus courts. Les rouleaux de formage doivent avoir leur propre entraînement en rotation et être également pourvus d'un axe de pivotement afin de permettre le dressage de profils de meules très différents.
En plus de la spécification du rouleau et de la meule, les variables d'influence importantes lors du dressage avec des rouleaux de formage sont le profil du rouleau ainsi que les vitesses circonférentielles variables manipulées du rouleau et de la meule, l'avance et le degré de chevauchement de dressage. Comme pour les outils de dressage non rotatifs, le rapport de recouvrement de dressage Ud peut être défini comme le quotient de la largeur effective du rouleau de forme bd par avance axiale par tour de meule Fad.