Rotating dressing tools
Rotating dressing tools are used for profiling and simultaneous dressing of the grinding tools.
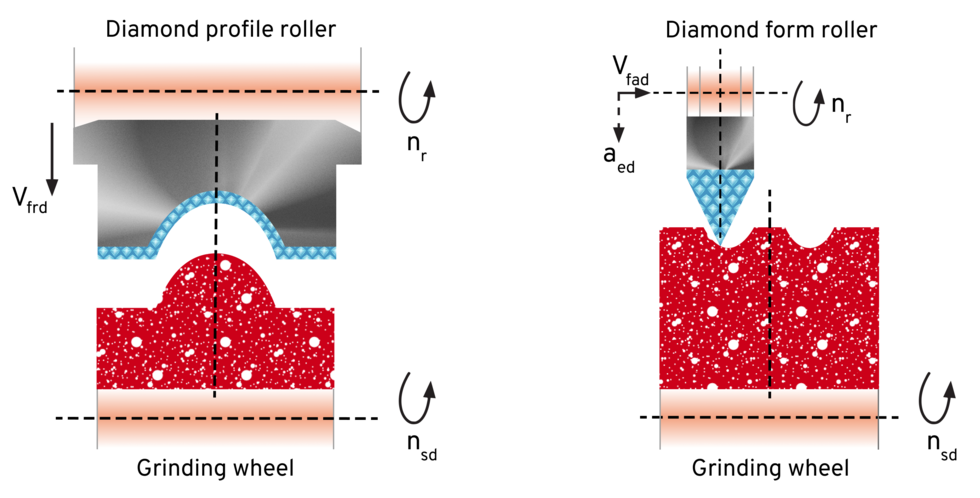
Diamond profile roller
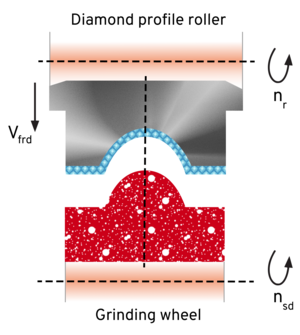
With diamond profile rollers, the feed is either radial or vertical into the rotating grinding wheel, depending on the grinding machine and dressing unit. The roller profile corresponds to the final tool profile that is formed by rolling in the grinding wheel.
The "diamond profile roller" is more commonly used for small batch production. A variety of different roller geometries can be produced. A variety of tip angles and tip radii, diverse materials such as PCD or CVD, as well as the bonding matrix are criteria that must meet the high requirements for dimensional and shape accuracy. The diamond profile roller creates the workpiece profile via path-controlled axes.
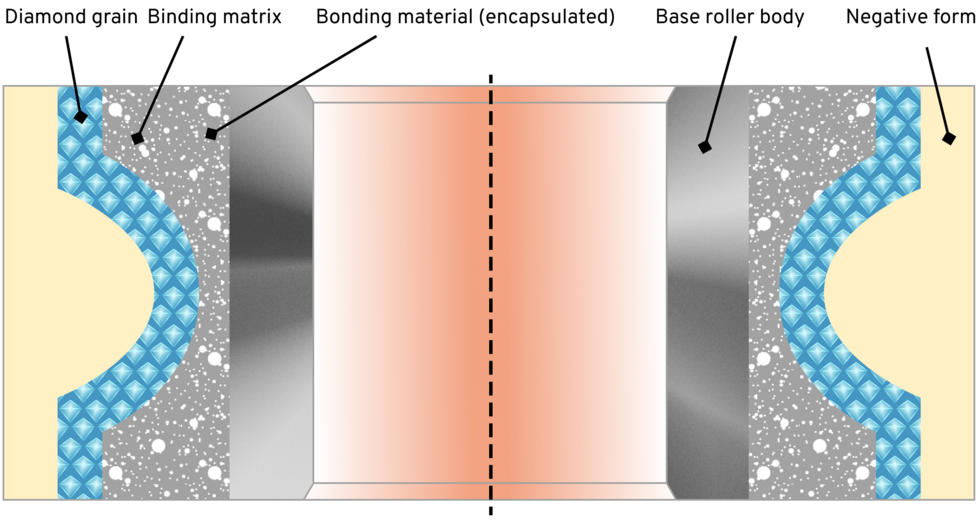
Diamond rolls can be produced using the direct process (positive process) or the reverse process (negative process). Using the positive process, the diamonds are applied directly to a profiled base body.
Owing to increasing accuracy requirements, today dressing rolls are mainly used that are manufactured in the reverse or negative process. These can be produced galvanically or sintered in the infiltration process, in a hand-set or scattered design
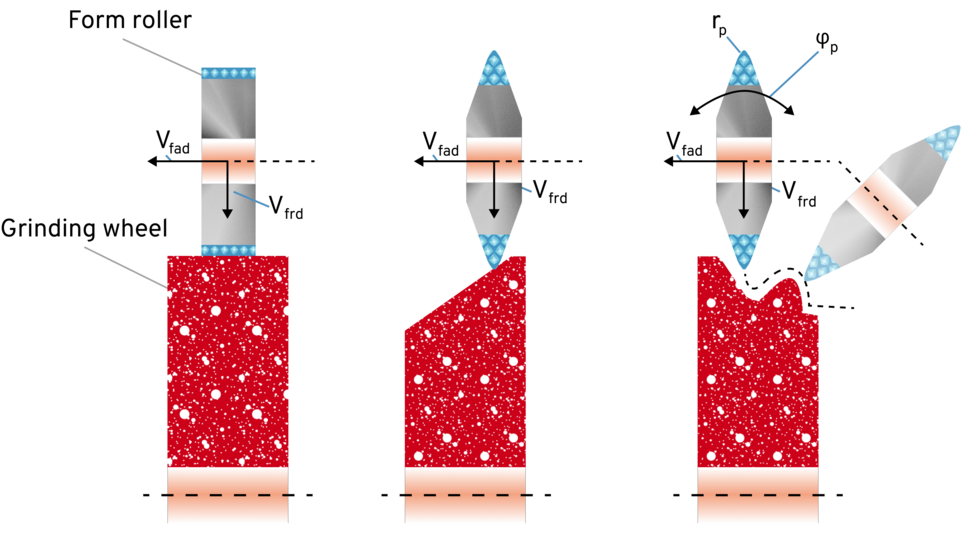
Diamond form roller
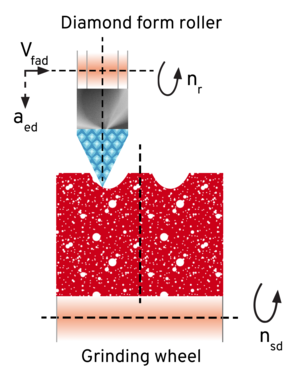
Form rollers are characterised by their engagement width being smaller than the grinding wheel width. The profile which is to be created is usually generated with the help of a path control. In a large number of applications, form rollers can be used more economically than other dressing tools. Due to their higher wear resistance compared to non-rotating dressing tools, particularly with very wide grinding wheels, these tools allow for good dimensional and shape consistency with shorter dressing times. The form rollers need to have their own rotary drive and must also be equipped with a swivel axis to enable dressing of very different grinding wheel profiles.
Besides the roller and grinding wheel specifications, the roller profile, the circumferential speeds of the roller and grinding wheel, the infeed and the degree of dressing coverage are important variables influencing dressing with form rollers. As with the non-rotating dressing tools, the dressing coverage Ud can be defined as the quotient of the form roller effective width bd to the axial feed per grinding wheel revolution Fad.